
Complex aluminum housings usually fail or succeed before mass production starts. The important decisions are made during tooling review: where the part opens, which undercuts need slides, where metal enters, how the casting is ejected, which surfaces need machining stock and what the buyer must approve on first samples. A buyer does not need to design the mold, but the buyer should understand what must be reviewed before tooling is released.
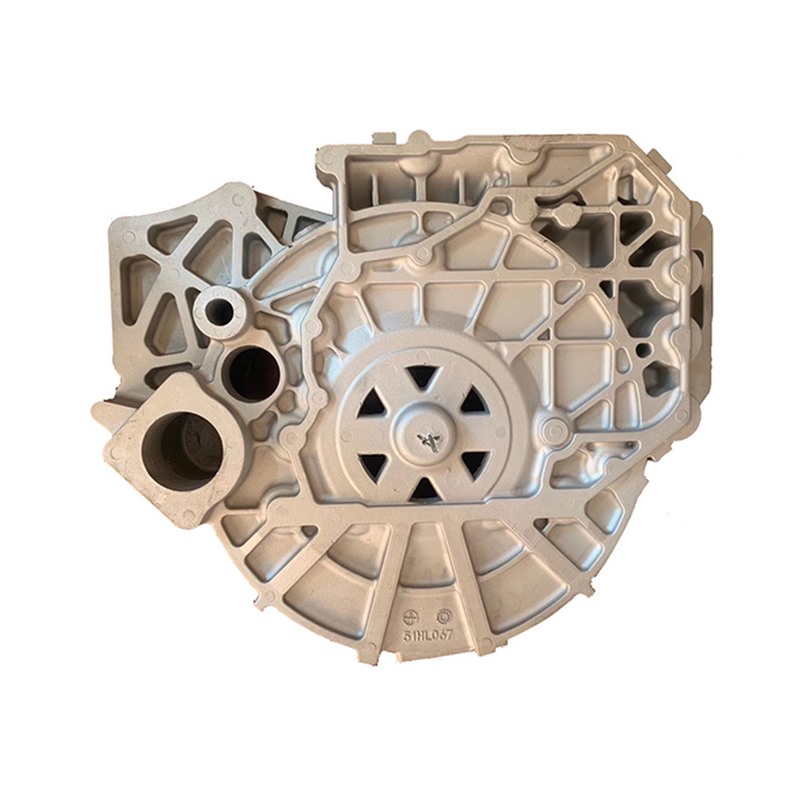
A simple cover may be quoted and tooled with limited discussion. A complex gearbox or engine-related housing is different. It may include ribs, deep pockets, side openings, bearing areas, bolt bosses, sealing faces and visible exterior surfaces. Each feature influences the mold. If the buyer approves tooling without reviewing these items, later changes may require mold rework and schedule loss.
Tooling review is not only for the supplier. It protects the buyer as well. It confirms that the casting can be removed from the mold, that critical faces are protected, that machining stock is available and that cosmetic requirements do not conflict with process needs.
| Tooling decision | What it controls | Buyer should confirm |
|---|---|---|
| Parting direction | Which surfaces are formed by each mold half | Whether parting line appears on sealing or visible faces |
| Slide cores | Side holes, undercuts and internal features | Whether the feature is truly needed as-cast or can be machined later |
| Gate location | Metal flow, trimming mark and local surface quality | Which surfaces cannot accept gate or trim marks |
| Ejector layout | How the casting is released from the die | Whether ejector marks are hidden or acceptable |
| Overflow and venting | Air release and filling stability | Whether there is enough non-functional area for process features |
Slide cores allow side features to be formed in the casting, but they add cost, maintenance and potential flash areas. A side hole that looks convenient as-cast may be better produced by CNC machining if tolerance is tight or if the slide would make the mold unstable. On the other hand, a repeated side cavity with loose tolerance may be worth casting directly. This decision should be made feature by feature, not by habit.
For buyers, the useful question is: does this undercut need to be cast, or only the final machined result matters? If the final function is a threaded hole, machining may be cleaner. If the feature is a large cable exit or weight-reduction pocket, a slide may be justified.
| Approval item | Reason | Evidence to request |
|---|---|---|
| Dimensional report | Confirms critical dimensions and machining datum | FAI report based on marked drawing |
| Machined surfaces | Shows whether allowance and fixture plan are correct | Photos and measured flatness, bore or hole data |
| Casting surface | Checks flow marks, cold shut risk and trimming condition | Raw casting review before coating if possible |
| Assembly fit | Validates how the housing works with mating parts | Buyer-side trial assembly feedback |
| Packaging test | Protects machined or coated surfaces during shipment | Packed sample or packing photo approval |
Machining stock should be discussed during tooling review because it affects the casting model. If a sealing face, bearing bore or mounting pad needs CNC finishing, the mold must leave enough material. If the allowance is too small, the machined area may not clean up. If it is too large, machining time increases and defects may be exposed. The best plan is to mark machining surfaces on the drawing and let the tooling engineer design around them.
For a complex housing, Huabo would ask which side is visible, which surfaces seal, which holes are threaded, which dimensions are critical, whether coating is required and how the part assembles with surrounding components. The team would also review whether the buyer accepts DFM changes such as adding draft, changing local wall thickness or modifying ribs.
The final goal is not a mold that simply produces a shape. The goal is a tool that can support repeated production, stable machining, realistic inspection and acceptable surface quality.
Related product reference: Aluminum Die Casting Engine Gearbox Housing. Related pages: Die Casting Mold Tooling, aluminum die casting service and quality control.
Tel: +86 18868921505
Email: lijianguo@cxhuabo.com
Address: Yiheng Road, Changhe Town, Cixi City, Ningbo, Zhejiang Province, China

Scan wechat
Copyright © 2022 Cixi Huabo Machinery Co., Ltd
SitemapThis website uses cookies to ensure you get the best experience on our website.








 WhatsApp
WhatsApp Phone
Phone
Comment
(0)